

















































































































Будьте в курсе!
Новости, обзоры и акции

Новости, обзоры и акции

В последнее время, набирает популярность направление по изготовлению многогранных опор освещения, изготовленных из листового металла.
Изготовление опор подразумевает применение следующего оборудования:
Описываемое оборудование специально адаптировано для изготовления высоких мачт и опор освещения, на основе опыта SAF-FRO в этой области.
В предложении учитываются все проблемы, связанные с производством этих изделий, и предлагается эффективное решение, гарантирующее высокий уровень удобства для оператора.
Стандартные опоры
| Форма |
- Круглая коническая, 8-, 12- и 16-гранная - Опора в одном кожухе |
| Диаметр | мин. Ø 80 мм, макс. Ø 600 мм |
| Максимальная конусность | 50 мм/м |
| Минимальная длина | 4 м |
| Максимальная длина | 13 м |
| Материал | Углеродистая сталь типа ST 235 - S355 JO, ST 44, ST 52 и ST 60 без окалины и смазки |
| Толщина | зависимость между толщиной, размерами и формами |
В нижеприведенных таблицах приведены минимальный и максимальный диаметры под сварку для указанной толщины.
Круглая коническая:

Многогранная:

► Что касается толщины 6 мм, 7 мм и 8 мм, следует строго соблюдать качество изгиба, особенно раскрытие кромок по всей длине опоры.
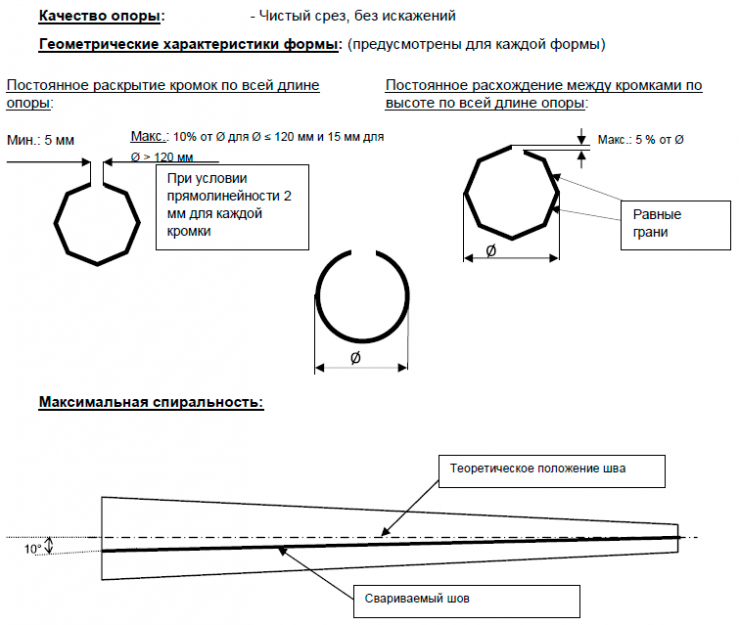
Что касается СТАНДАРТНЫХ геометрических характеристик формы, указанные выше значения следует рассматривать как максимально высокие для эксплуатации сварочной машины в оптимальных условиях (скорость и темп производства) и получения хорошего качества сварных опор. Необходимо строго соблюдать геометрические характеристики формы для толщины > 5 мм, особенно зазор между кромками.
В любом случае, во время ведения технологического процесса оператор может регулировать различные параметры для учета некоторых отклонений (в пределах производственной мощности машины).
| Форма | 8-, 12-, 16-, 32-гранная |
| Диаметр | Мин. Ø 320 мм, макс. Ø 850 мм |
| Толщина | 10 мм макс. Максимальная толщина ограничивается усилием зажима машины 10000 Н и закрываемым зазором. |
| Максимальная конусность | 50 мм/м |
| Максимальная длина | 13 м |
| Минимальная длина | 6 м |
| Материал |
Сталь типа ST 235 - S355 JO без окалины и смазки
|
| Максимальный вес опоры: | 2000 кг |
Процесс сварки и оборудование
Процесс сварки: Дуговая сварка под флюсом
Данный процесс сварки, с использованием электрической дуги под электропроводным флюсом, ведется, главным образом, автоматическими машинами. Обрабатываемые изделия собираются при одновременном расплавлении сторон и добавлении металла с одной или нескольких электродных проволок.
Необходимая энергия производится электрическим током, протекающим между электродами и свариваемыми изделиями. Сварной шов защищается шлаком от расплава порошкообразного флюса, который покрывает конец электродной проволоки, дугу и расплавленную ванну.
Дуговая сварка под флюсом обеспечивает многочисленные преимущества с точки зрения характеристик технологического процесса, а именно:

STARMATIC 1200i AC/DC: мощность и функциональность


Новости, обзоры и акции